
![[pics:title]](http://www.douyoula.cn/static/upload/image/20250819/1755589661822694.png)
![[pics:title]](/static/upload/image/20250819/1755589661822694.png)
機前裝置
熱軋機操作側工作輥軸承座的核心功能和工作條件要求
核心功能
軋輥定位和支持:承受熱軋機工作輥的徑向負荷(單側1500-4000kN)和軸向力(≤ 10% 徑向力)。
快速換輥接口:集成液壓鎖緊機構(壓力20-25MPa),換輥時間≤ 15分鐘。
熱變形補償:在300-600℃的軋制溫度下,保留0.1-0.15mm/100℃的軸向熱膨脹間隙。
品牌:廣緯精工
產品原產地: 河南,洛陽
交貨時間: 合同條款
供應能力: 年產能為500件
- 信息
熱軋機操作側的工作輥軸承座
兼容型號
4-high 熱軋機:帶鋼寬度 800-2200mm,軋制速度 ≤ 12m/s。
可逆粗軋機:軋制力波動±25%,沖擊負載頻率≥5次/分鐘。

熱軋機工作輥軸承座材料和熱處理規范
工作輥軸承座主要材料
鑄鋼牌號:ZG35CrNiMo(優化成分)
元素 | C 0.32-0.38 | Cr 0.8-1.2 | Ni 1.0-1.5 | Mo 0.2-0.4|
性能特點:
高溫屈服強度(在500℃時σ?.? ≥ 550MPa);
低溫沖擊功(-20℃ AKV ≥ 50J)。
關鍵組件材料
部件材料熱處理表面處理
ZG35CrNiMo 淬火和回火軸承座體+應力消除噴丸強化 (Sa2.5)
耐磨襯板 42CrMo4 感應淬火硬鉻鍍層(30-50 μ m)
密封組件 316L 不銹鋼 固溶處理 電解拋光
熱處理工藝
淬火:850 ± 10 ℃ × 4小時(油冷,冷卻速度≥ 80 ℃/秒);
回火:580 ± 10 ℃ × 6h(空氣冷卻,硬度控制 HB 280-320);
低溫處理:- 80℃,2小時(以提高尺寸穩定性)。
熱軋機操作側工作輥軸承座的機械加工和裝配精度
關鍵尺寸公差
項目容差測試方法
軸承孔直徑 (Φ) H6 級 (± 0.015mm) 氣動計量器+三坐標系統
安裝表面平面度≤0.02mm/m電子水平儀
液壓油路十字孔倒角R0.5 ± 0.1mm工業內窺鏡
熱軋機工作輥軸承座的裝配要求
軸承預緊力:圓錐滾子軸承的軸向預緊力為0.05-0.08mm(用百分表測量);
密封間隙:徑向0.3-0.5mm(迷宮密封),軸向1.0-1.2mm。

我們公司在軸承座生產方面的上述優勢使我們在國內軸承座產品的生產中處于領先地位。行業內的生產訂單處于領先地位。公司將在未來生產和加工中學習同行業先進的管理理念,以便更好地服務客戶,并與客戶共同成長。
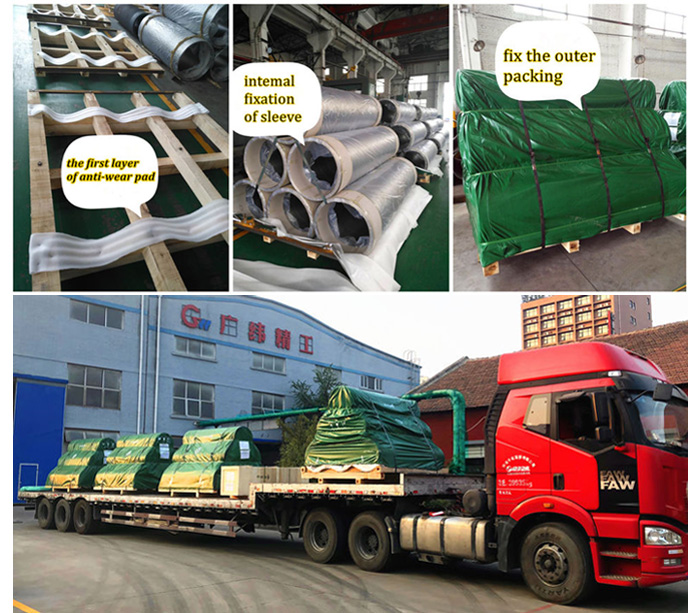
包裝
以正確的開始開啟你的一天,聯系 洛陽廣緯精工科技有限公司,任何熱軋機操作側工作輥軸承座主軸修復需求。
我們擁有技術、設備和知識,確保您100%滿意。
我們的技術員非常有經驗,是行業中最好的之一。
來了解我們如何幫助您減少停機時間并保持正常運行。
時間就是金錢,現在就打電話吧!
guangwei@gwspool.com